MENU
 
|
|
CONSTRUCTION, TRANSFORMATION AND AUTOMATION OF TEXTIL MACHINERY
|
Acap:
Description
Electro‚Äêmechanical device for weight control up to five Hopper‚ÄêFeeding Machines.
Weighting device
Digital weighting controller using a Siemens Siwarex module that guarantees obtaining homogeneous mixes with optimal CV values.

Control of the Hopper‚ÄêFeeding
- The gearmotor of the inclined feeding lattice and the beater cylinder are controlled with vector control frequency converters.
- The electronic control of the weight of material is done automatically during the production. The program allows the determination and introduction of tolerance limits with relation to deviations of the prefixed desired weight. When a deviation between the programmed weight and the real weight is detected, the ACAP software compensates the weight in the next weight, so the percentage of each material will be stable inside the stablished limits. If the detected deviation is outside the tolerance ranges during three consecutive weights, the machine will stop and the programmer will show an error message.

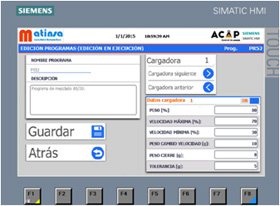
Plc and Color Touch Screen Siemens latest generation
- Based in Siemens front‐line technology. 9’’ color touch panel with software developed in the textile language, where the weighting process of each machine is visualized.
- The programmer allows storage of up to 150 weighting programs, which guarantees the reproducibility of the working conditions with no mistakes.
- The electronic system is able to determine the weight of the material with a ± 2% precision. The scale calibration is done fast and with precision.
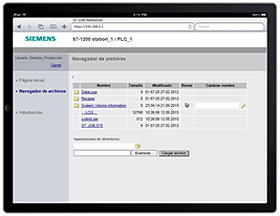
- The historic of batch and the production data is available from anywhere thanks to the Web‚ÄêServer included in the ACAP device.
- Several variables are shown in the panel: percentage of the mix, prefixed weight, realtime weight and real‚Äêtime deviations.
- The current and remaining production are computed based on the obtained results, and a quality control is stablished by computing some basic statistical data such as the mean, the coefficient of variation and the standard deviation.
- The devices can also work by volume, without weight control.
- Visualization of the status of each Hopper‚ÄêFeeding and of the possible existing problems.
- Every anomaly is quickly identified and shown in the display. That allows for a reduction of downtimes of each one of the Hopper‚ÄêFeeding.



| NET ENGINEER, WEB CREATION | LEGAL NOTICE |